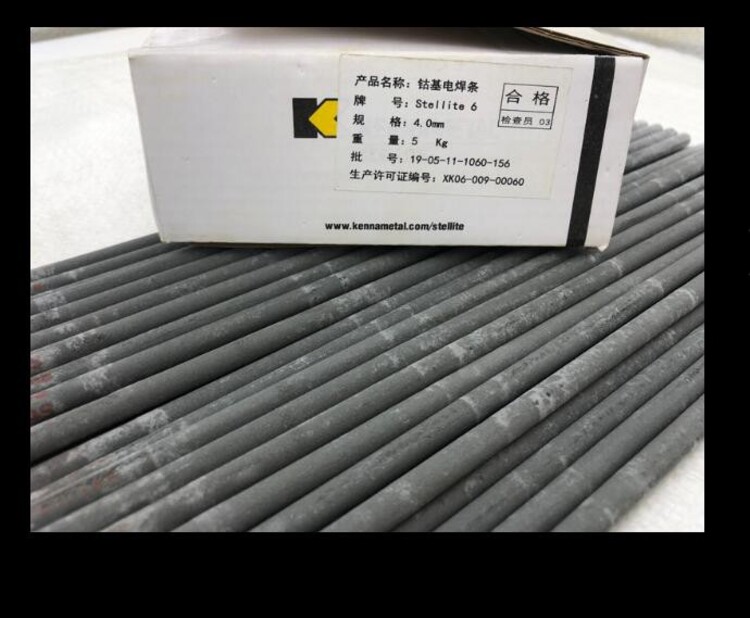
鑄鐵焊條鈷基焊條含稅價(jià)格
Co104鈷基焊條是一種具有出色耐磨性和高溫強(qiáng)度的焊接材料。以下是對(duì)Co104鈷基焊條的詳細(xì)介紹: 一���、基本特性 1. 耐磨性:Co104鈷基焊條以其的耐磨性能而著稱��,適用于承受高磨損的工作環(huán)境��。 2. 高溫強(qiáng)度:該焊條能在高溫下保持良好的機(jī)械性能�����,適用于高溫工作條件的焊接需求��。 3. 耐腐蝕性:除了耐磨和高溫強(qiáng)度外��,Co104鈷基焊條還表現(xiàn)出良好的耐腐蝕性��,適用于惡劣環(huán)境中的焊接作業(yè)���。 二����、應(yīng)用領(lǐng)域 1. 閥門密封面:由于其出色的耐磨性和高溫強(qiáng)度����,Co104鈷基焊條常用于閥門密封面的堆焊,以確保閥門在高溫高壓環(huán)境下的密封性能��。 2. 熱鍛模:該焊條也適用于熱鍛模的堆焊����,能夠承受熱鍛過(guò)程中的高溫和沖擊,延長(zhǎng)模具的使用壽命���。 3. 其他高溫耐磨部件:此外���,Co104鈷基焊條還可用于其他需要高溫耐磨性能的部件的焊接,如高溫軸承���、葉輪等����。 三���、使用注意事項(xiàng) 1. 焊接電流與電壓:在使用Co104鈷基焊條進(jìn)行焊接時(shí)���,應(yīng)根據(jù)焊條的直徑和焊接位置選擇合適的焊接電流和電壓,以確保焊接質(zhì)量�����。 2. 預(yù)熱與緩冷:對(duì)于較大的焊接件,建議進(jìn)行預(yù)熱以減小焊接應(yīng)力�,并在焊接完成后進(jìn)行緩冷處理,以避免產(chǎn)生裂紋�。 3. 焊接環(huán)境:在焊接過(guò)程中,應(yīng)保持焊接環(huán)境的清潔和干燥����,以避免雜質(zhì)和水分對(duì)焊接質(zhì)量的影響。 四��、市場(chǎng)與價(jià)格 Co104鈷基焊條在市場(chǎng)上具有廣泛的應(yīng)用和穩(wěn)定的需求��。其價(jià)格受多種因素影響��,如原材料成本�����、生產(chǎn)工藝���、品牌等���。因此,在購(gòu)買時(shí)建議綜合考慮價(jià)格與質(zhì)量��,選擇信譽(yù)良好的供應(yīng)商。 綜上所述����,Co104鈷基焊條以其的耐磨性�����、高溫強(qiáng)度和耐腐蝕性在多個(gè)領(lǐng)域得到廣泛應(yīng)用�。在使用時(shí),應(yīng)注意選擇合適的焊接參數(shù)和保持良好的焊接環(huán)境��,以確保焊接質(zhì)量�����。
鈷基焊條的焊接方法主要包括手工電弧焊和鎢極氬弧焊�����。這兩種方法各有特點(diǎn)�����,適用于不同的場(chǎng)合和需求����。 一�����、手工電弧焊 1. 特點(diǎn):手工電弧焊是一種常用的焊接方法���,適用于焊接合金結(jié)構(gòu),如鈷基合金���。這種方法通過(guò)手工操作�,利用電弧熱能將焊條和焊件熔化����,形成焊接接頭。由于鈷基焊條的熔點(diǎn)較高��,通常需要使用大功率電弧和適當(dāng)?shù)念A(yù)熱來(lái)確保焊接質(zhì)量���。 2. 操作要點(diǎn):在手工電弧焊過(guò)程中�����,需要選擇適當(dāng)?shù)暮附訁?shù)�����,如電流��、電壓和焊接速度����,以確保焊接接頭的質(zhì)量和性能��。同時(shí)�,操作者的技能水平對(duì)焊接質(zhì)量也有較大影響。 二���、鎢極氬弧焊 1. 特點(diǎn):鎢極氬弧焊(也稱為TIG焊)是一種自動(dòng)或半自動(dòng)的焊接方法�����,適用于焊接薄板和管狀金屬��,包括鈷基合金��。這種方法使用鎢電極�,并在惰性氣體(通常是氬氣)的保護(hù)下進(jìn)行焊接��,能夠提供更高的焊接質(zhì)量和更均勻的熔敷金屬。 2. 操作要點(diǎn):在鎢極氬弧焊過(guò)程中����,需要選擇合適的焊接參數(shù)和保護(hù)氣體流量,以確保焊接接頭的質(zhì)量和性能��。同時(shí)���,還需要注意電極的磨削角度和焊接過(guò)程中的熱輸入控制����。 總的來(lái)說(shuō)�,鈷基焊條的焊接方法應(yīng)根據(jù)具體的應(yīng)用場(chǎng)合、可用的設(shè)備和技術(shù)熟練程度等因素來(lái)選擇����。在實(shí)際操作中,需要嚴(yán)格遵守焊接工藝規(guī)范�����,確保焊接接頭的質(zhì)量和性能達(dá)到要求�。此外,由于鈷是一種較為稀有的金屬元素,價(jià)格較高�,因此在選擇使用鈷基焊條時(shí)還需要考慮到經(jīng)濟(jì)成本和實(shí)際需求。

鈷基焊條焊接環(huán)境的要求主要包括以下幾點(diǎn): 1. **烘焙要求**:在焊接前�,鈷基焊條需要經(jīng)過(guò)一定溫度的烘焙。例如����,D812鈷基焊條需要在200℃左右烘1小時(shí)以上。這樣的烘焙處理有助于提升焊條的性能���,確保焊接質(zhì)量�。 2. **焊接電流與電弧**:焊接過(guò)程中宜采用小電流���、短弧堆焊,以避免增加母材的熔深����,降低堆焊合金的性能。這是因?yàn)檫^(guò)大的電流和過(guò)長(zhǎng)的電弧可能會(huì)導(dǎo)致焊接接頭的性能下降��。 3. **預(yù)熱與層間溫度**:根據(jù)母材的種類和工件大小���,需要選擇合適的預(yù)熱溫度和層間溫度進(jìn)行堆焊��。例如����,某些情況下可選擇350-500℃的預(yù)熱溫度和350℃的層間溫度。預(yù)熱有助于減少焊接過(guò)程中的溫度梯度��,降低焊接應(yīng)力���。 4. **焊后熱處理**:焊接完成后�,需要進(jìn)行適當(dāng)?shù)臒崽幚?��。通常選擇在600-750℃保溫1-2小時(shí)后隨爐緩冷��,或?qū)⒐ぜ糜诟稍锖皖A(yù)熱的沙缸或草灰中緩冷�����。這樣的熱處理過(guò)程有助于消除焊接應(yīng)力����,提升焊接接頭的性能�����。 5. **焊接環(huán)境控制**:在焊接過(guò)程中,應(yīng)確保環(huán)境的干燥和清潔�,避免水分、油污等雜質(zhì)對(duì)焊接質(zhì)量的影響�。同時(shí),焊接操作人員也需要穿戴適當(dāng)?shù)姆雷o(hù)裝備��,確保人身安全�。 總的來(lái)說(shuō),鈷基焊條的焊接環(huán)境需要嚴(yán)格控制烘焙���、焊接電流與電弧����、預(yù)熱與層間溫度��、焊后熱處理以及焊接環(huán)境等因素��,以確保焊接接頭的性能和質(zhì)量�����。在實(shí)際操作中���,應(yīng)根據(jù)具體的焊條型號(hào)和使用說(shuō)明進(jìn)行調(diào)整和優(yōu)化。
標(biāo)簽:鑄鐵焊條鈷基焊條鈷基焊條含稅價(jià)格
信息由發(fā)布人自行提供,其真實(shí)性�、合法性由發(fā)布人負(fù)責(zé)。交易匯款需謹(jǐn)慎�,請(qǐng)注意調(diào)查核實(shí)。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)