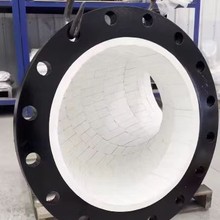
輸灰管及彎頭-陶瓷管技術(shù)要求
輸灰管及彎頭要有足夠的強(qiáng)度和剛性���,不會(huì)因?yàn)楣芗鸬鯐r(shí)局部受力發(fā)生管件變形和陶瓷片碎裂��、脫落�����;
3.9 輸灰管及彎頭為便于現(xiàn)場(chǎng)生產(chǎn)需要,耐磨陶瓷管需滿足現(xiàn)場(chǎng)可開(kāi)孔�����、可火焊要求�����;
3.10 每一個(gè)輸灰管及彎頭都應(yīng)按照相關(guān)標(biāo)準(zhǔn)以及已經(jīng)在乙方質(zhì)檢部門注冊(cè)的允許產(chǎn)品出廠的證明條件下進(jìn)行檢驗(yàn)����;
3.11 外襯(無(wú)縫)鋼管技術(shù)要求
3.11.1 外襯(無(wú)縫)鋼管材質(zhì)為Q235,壁厚≥10mm��;
3.11.2 外襯無(wú)縫鋼管材質(zhì)Q235輸送流體用無(wú)縫鋼管(GB/T8163-2018)(管道均需按PN1.0Mpa工作壓力設(shè)計(jì)制造)����;南京輸灰管及彎頭-陶瓷管技術(shù)要求








3.11.3 無(wú)縫鋼管內(nèi)外表面不允許有目視可見(jiàn)的裂紋、折疊��、結(jié)疤、軋折和離層等缺陷�����。鋼管出廠前均應(yīng)做拉伸試驗(yàn)�、彎曲試驗(yàn)、沖擊試驗(yàn)��、壓扁試驗(yàn)��、導(dǎo)向彎曲試驗(yàn)����;
3.12 耐磨陶瓷及粘接劑的技術(shù)要求;
3.12.1采用高純�����、超細(xì)���、粒徑單一分布狹窄并經(jīng)噴霧干燥造粒處理的阿爾法氧化lv粉末為原始原料���,以粉末干壓制成型坯,具有高素坯密度、密度分布均勻的燒結(jié)氧化鋁陶瓷���,陶瓷厚度≥10mm�����;
3.12.2 氧化鋁陶瓷應(yīng)具有抗磨性能強(qiáng)�����,耐熱耐蝕性能好�����;
3.12.3 氧化鋁陶瓷性能指標(biāo);

3.12.4 粘接劑:瓷片和鋼體之間采用耐高溫��、耐低溫�、高強(qiáng)度的無(wú)機(jī)膠合成劑作為鋼體和陶瓷片之間的粘接劑,厚度≥1mm��,粘接劑需性能穩(wěn)定�,抗沖擊能力強(qiáng),能長(zhǎng)期在-30℃至+600℃溫度之間長(zhǎng)期運(yùn)行。
3.13 耐磨陶瓷層技術(shù)要求




 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)