密碼找回
賬號(hào)找回
刪除信息
常見問題
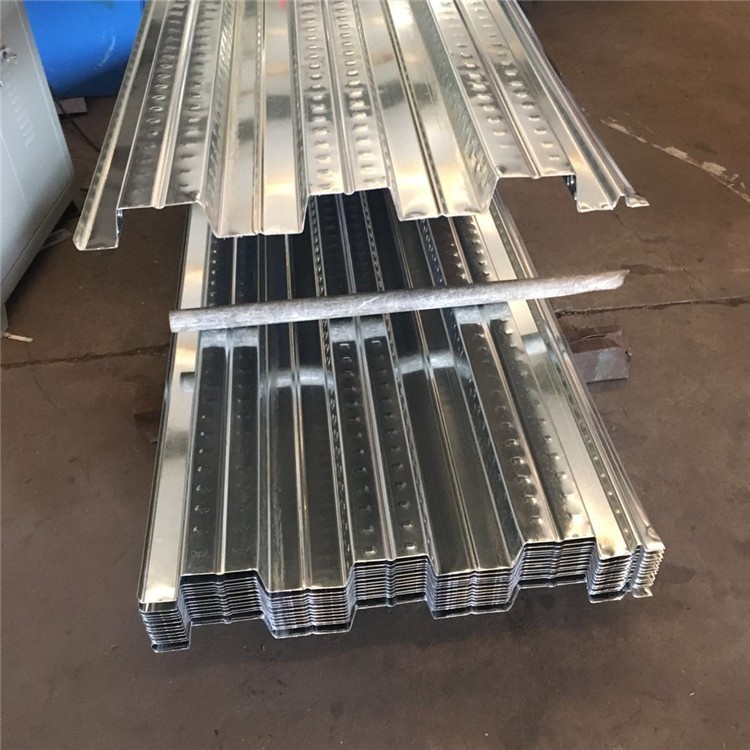
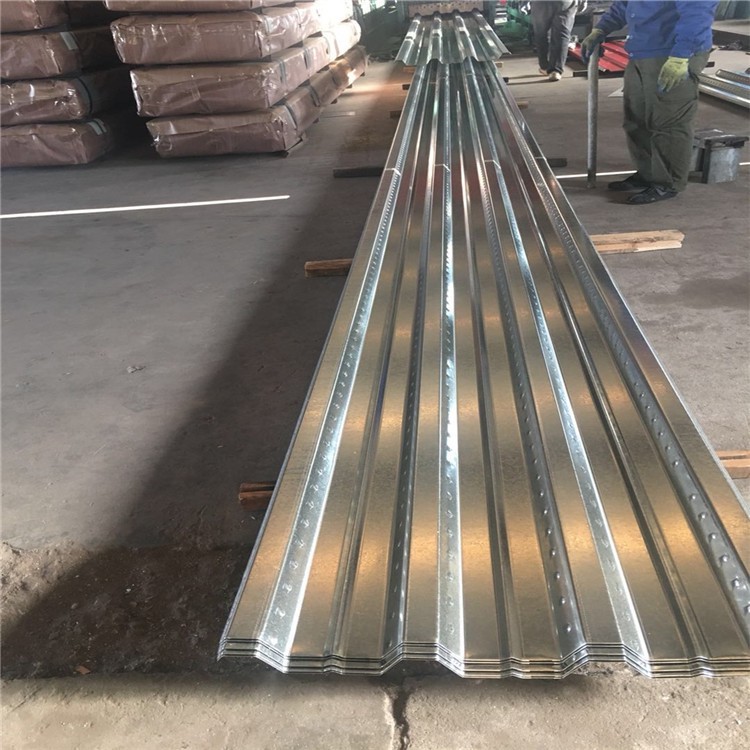
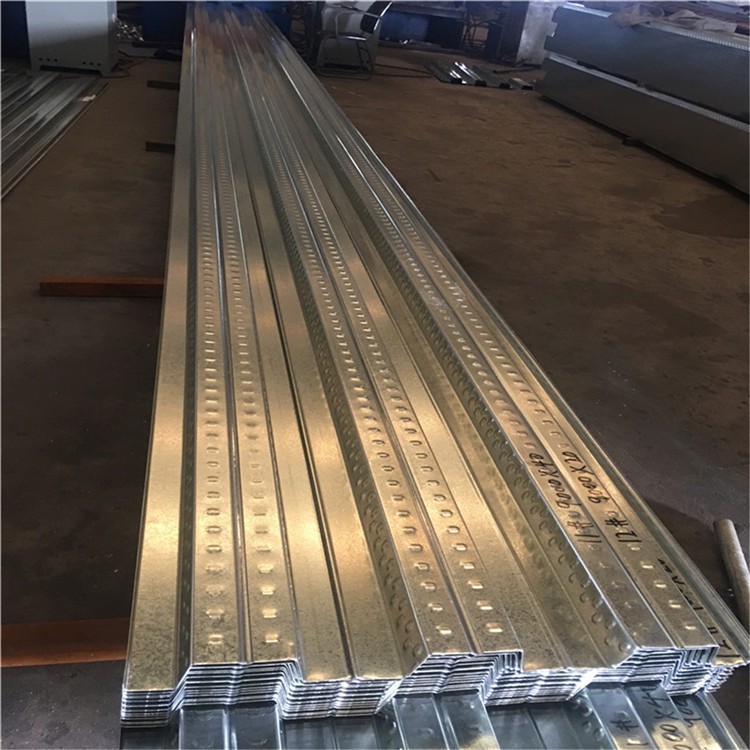
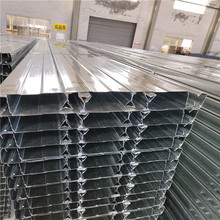
產(chǎn)量3000米每天展寬1155mm峰距305mm工藝輥壓有效寬度915mm作用性模板類別組合樓承板材料鍍鋅板高度51mm產(chǎn)品型號(hào)YX51-305-915
YXB50-200-600壓型鋼板底膜
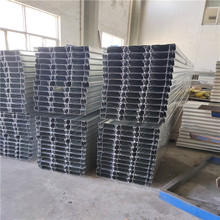
YJ46-600壓型板
YXB48-600樓層板
YJ46-600樓蓋板
6年
微信在線
17694956965 691835665
YXB51-200-600鋼承板
¥43
YXB48-200-600B鍍鋅鋼板
BD48-200-600承重鋼板
¥42.5
YXB48-200-600B承重鋼板
¥45
YXB48-600樓蓋板
¥38.5
生產(chǎn)銷往遂寧地區(qū)YXB48-600型鍍鋅鋼板
¥41.5